How to improve the comprehensive optimization scheme of OMR/OMP/BMER series hydraulic motor performance?
2025-03-25
As the core power component of industrial equipment, the performance optimization of hydraulic motors (OMR/OMP/BMER series) requires systematic improvement throughout the entire process from design, manufacturing to testing. This article proposes the following performance improvement strategies for the three major stages of bearing design, assembly process, and testing verification:

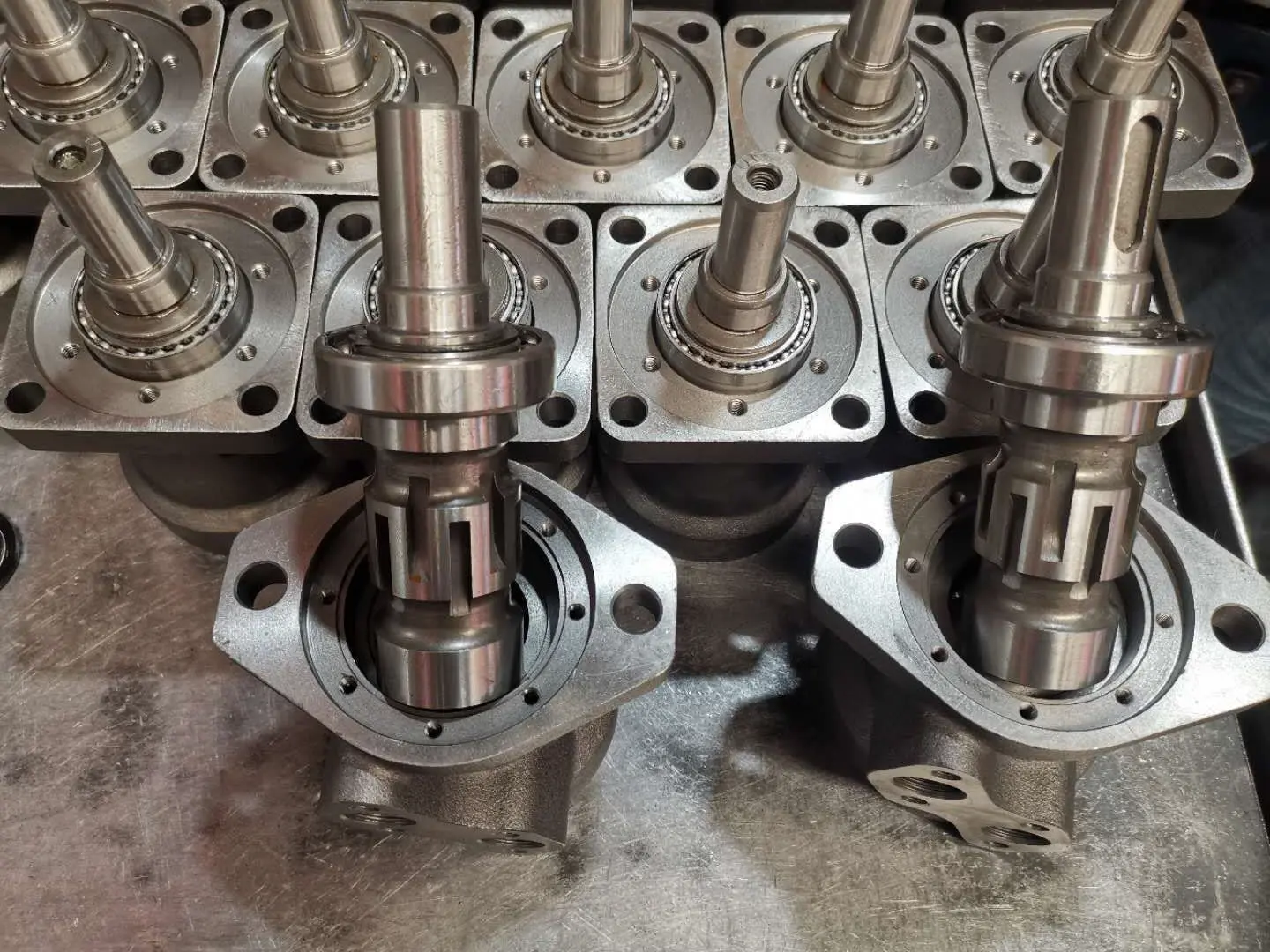
Ⅰ.Machining parts optimization
Upgrading the bearing structure: As a key pressure bearing component of the motor, the design of bearings directly affects the motor's load-bearing capacity, efficiency, and lifespan. The improvement plan for the existing bearings is as follows:
- Material and process upgrades
-Using high-precision high carbon chromium steel bearings, the surface hardness and wear resistance are improved through vacuum heat treatment technology, reducing friction losses.
-Optimize the contour design of the bearing raceway, increase the number of rolling elements (such as using double row angular contact ball bearings), distribute the load distribution, and improve the axial and radial load-bearing capacity.
- Improved adaptation
- According to the actual working conditions of the motor (such as high pressure and high frequency impact scenarios), replace the traditional deep groove ball bearings with tapered roller bearings or self-aligning roller bearings to enhance the adaptability to complex loads.
- Add bearing preload adjustment structure, optimize internal clearance control, reduce the risk of sticking caused by thermal expansion.
Expected results: the bearing life is increased by more than 30%, the continuous operating temperature of the motor is reduced by 5~8℃, and the impact resistance is significantly enhanced.

Ⅱ.product assembly process innovation
Assembly accuracy directly affects the sealing, transmission efficiency and stability of the motor. Optimization directions include:
- Assembly process standardization
- Automatic tooling equipment is introduced to ensure that the coaxial error of stator, rotor and bearing is less than 0.01mm, reducing internal leakage.
- Use professional technology to accurately control the clearance between the cycloidal wheel and the housing to avoid friction loss caused by manual error.
- Sealing technology upgrade
- The use of combined sealing rings (such as PTFE+ metal skeleton composite seal) to optimize the structural design of the sealing groove and improve the leakage resistance under high pressure conditions.
- Double lip oil seal is added at the end of the output shaft to effectively isolate the intrusion of external pollutants and extend the life of the lubrication system.
- Dynamic adjustment of preload
- Real-time monitoring of bearing preload through torque sensors, combined with finite element simulation to optimize assembly parameters to ensure dynamic balance of the motor at high speed.
Expected results: The volume efficiency of the whole machine is increased by 8%~12%, and the starting torque fluctuation is reduced by 15%, which is suitable for higher precision control scenarios.

Ⅲ.Test verification and data-driven optimization
Iterative optimization based on measured data is the core guarantee for performance improvement. Test solutions include:
- Durability test
- Carry out 500 hours of continuous load test at rated pressure (such as 21MPa), monitor bearing temperature rise, leakage and efficiency decay curve, and verify the effect of material and process improvement.
- Efficiency comparison test
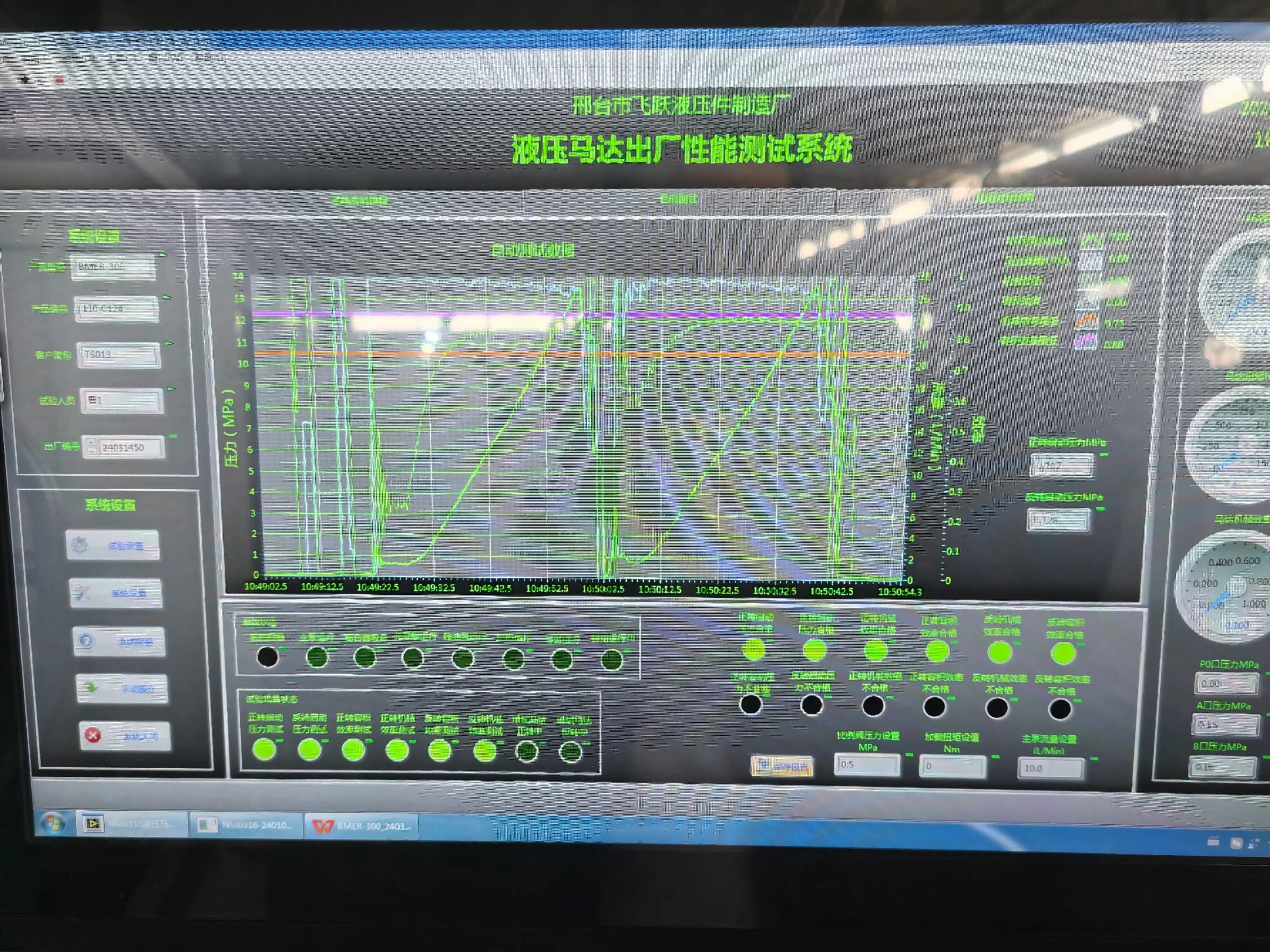
- Use the variable frequency hydraulic test bench to draw the mechanical efficience-volumetric efficiency diagram of the motor in the range of 10%~100% displacement, identify the inefficient interval and optimize the flow channel design.
- Vibration and noise test
- Collect the vibration spectrum of the shell through the acceleration sensor, optimize the cycloidal gear tooth shape modification parameters, and control the no-load noise within 65dB (A).
Measured results (taking BMER-300 model as an example) :
- Volumetric efficiency ≥92% (original 88%), mechanical efficiency ≥85% (original 80%) under rated working conditions;
- Bearing failure period extended from 4000 hours to 5500 hours;
- Starting torque fluctuation range reduced from ±8% to ±4.5%.
Ⅳ.Summary: Systematically enhance product competitiveness
Through bearing structure upgrades, assembly process innovations and data-driven test validation, OMR/OMP/BMER series hydraulic cycloidal motors achieve significant breakthroughs in overall performance:
- More efficient: Optimize energy conversion paths to reduce internal leakage and friction losses;
- More reliable: extended life of key components, reduced maintenance cycle by 30%;
- More quiet: vibration and noise indicators reach the industry-leading level to meet the needs of precision equipment.
In the future, our Feiyue Hydraulic factory will continue to deepen material innovation and intelligent assembly technology, to provide more valuable hydraulic power solutions for foreign customers.
Meet Us at PTC ASIA 2025 | Discover Advanced Hydraulic Motors & Steering Units | Booth E1-G6-2